
Гидравлический патрон и барфидер - автоматизация токарных станков
На токарном станке с ЧПУ при обработке серийных заготовок возможно повышение производительности и уменьшение вовлечения оператора в выпуск готовых изделий при помощи:
- гидравлический патрон, трехкулачковый
- податчик прутка
В различной литературе и каталогах устройство подачи прутка через шпиндель станка может иметь различные наименования - податчик прутка, барфидер, сервоподатчик, автоматический загрузчик и т.д. на самом деле это одно устройство, выполняющие одинаковые функции - податчика прутка в зону обработки, выталкивание остатков прутка и загрузку нового из накопителя прутка. Оператору необходимо своевременно пополнять прутковый материал и следить за состоянием режущих пластинок.
Для возможности использования прутка - предъявляются некоторые требования:
1. Пруток должен быть ровным, без изгибов, иметь одинаковую толщину. Длина прутка не должна превышать параметров барфидера. Прутки в накопитель желательно загружать одного размера по длине и диаметру.
2. Пруток должен иметь заходную фаску - для облегчения захода прутка во втулку шпинделя.
3. Если пруток шестигранный - то необходимо предусмотреть: систему ориентации патрона, использовать цанговый патрон с шестигранной цангой, дополнительные приспособления на выходе из патрона. Возможна работа в полуавтоматической обработке одного прутка.
4. Каждый диаметр прутка требует своего комплекта втулок в шпиндель. Это позволит минимизировать шум, колебания и вибрации при вращении.
5. В зависимости от размера патрона ограничиваются как минимальный, так и максимальный диаметр прутка.
Особенности подключения и установки:
- податчик занимает дополнительное место рядом со станком (слева от шпиндельной бабки), вокруг должна быть необходимая зона для загрузки прутка и обслуживания. Подключение к станку идет через прямоугольный разъем с силовой частью и управляющими сигналами.
- для нормального функционирования в многопрутковом режиме - необходимо подключение сжатого воздуха
Образцы установки на токарных станках с ЧПУ и токарных обрабатывающих центрах:
ТС16К20Ф3 в дополнительном "обвесе" - податчик прутка, гидравлический патрон, электромеханическая пиноль задней бабки

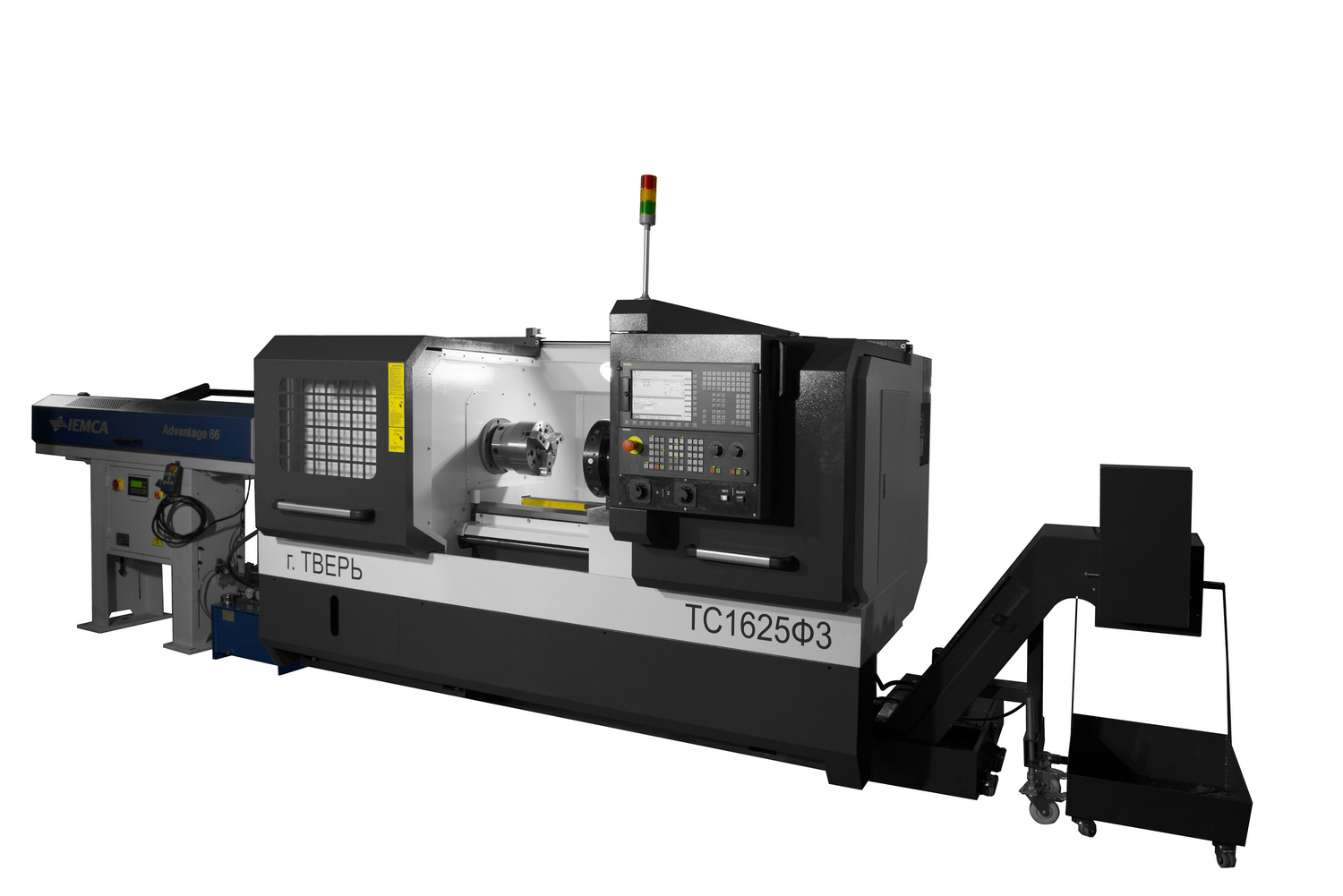
ТС1625Ф3 - флагманская модель среднеразмерного токарного с ЧПУ - кроме устройства загрузки прутковых заготовок добавлен стружкосборник - для решения проблем со стружкоудалением. на данный момент имеет возможность обработки наибольшего диаметра прутка из всех представленных моделей.

ТС1720Ф4 токарный обрабатывающий центр. Расширенная комплектация - приводной инструмент, барфидер, гидравлическая задняя бабка, пластинчатый стружкобосрник и система автоматического измерения вылета инструмента фирмы Renishaw

если есть вопросы ? позвоните по телефону 8 800 500 55 42 или 8 812 448 13 14, пишите info@dvt-spb.ru мы обязательно вам поможем!
- 05.02.2021Просмотров: 4786
Токарный патрон — важный элемент оснастки токарного станка. От того, насколько надежно закреплена заготовка на станке, зависит точность обработки. От качества изготовления патрона - зависит длительность эксплуатации. В процессе совершенствования металлообрабатывающих технологий было разработано множество конструкций патронов, из которых были выбраны наиболее эффективные
- 27.08.2020Просмотров: 2707
Многие полагают, что переход на автоматизированное производство является залогом безопасности и эффективности проводимых работ. Однако, это утверждение считается верным только в том случае, когда четко соблюдаются правила безопасности и выполняются инструкции.
- 27.08.2020Просмотров: 3114
Содержание:
- Фрикционная муфта
- Суппорт
- Резцедержатель
- Задняя бабка

